
【基礎知識】切削加工における隅角Rと根元R
切削加工では、隅角Rや根元Rの考え方が加工可否やコストに大きく影響します。
本記事では、Rの基本的な考え方から、使用されるエンドミルの種類、代表的な形状例までを整理します。
設計段階で判断する際の目安としてご活用ください。
なお、公差設定もコストや加工品質に直結するポイントです。
こちらの記事も合わせてご覧ください→樹脂切削試作で失敗しないための公差設定
Rとは
Rとは、Radius(半径)の頭文字で、コーナー部などの丸みがある部分の半径を指します。
図面上で「R1.0」と表記されている場合、半径1mmの円弧を意味します。
隅角Rとは
隅角Rは「隅R」や「角R」とも呼ばれます。
CNC切削加工では、棒状の刃物であるエンドミルが回転しながら材料を削るため、内側の角は必ず丸みを帯びます。
このときにできるコーナー部のRを、隅角Rと呼びます。

隅角Rを小さくする方法
隅角Rを小さくするために、細い刃物を使えば良いと考えがちですが、これは必ずしも正解ではありません。
刃物が長すぎると加工中に負荷がかかり、振動(ビビり)が発生します。径が小さい刃物ほどビビりやすく、折損のリスクも高くなります。
そのため、製品の高さがある場合には、ある程度太い刃物を使用する必要があります。
隅角Rを小さくしたい場合は、隅角部の高さを低くするなど、細い刃物を使用できる形状にすることが重要です。
エンドミルの種類と用途
隅角Rや根元Rの加工可否は、使用するエンドミルの種類によって大きく変わります。
ここでは、代表的なエンドミルの形状と用途を整理します。
ボールエンドミル
(Ball End Mill)
形状: 刃先が球状
用途: 3D形状加工、滑らかな曲面加工
特徴: 曲面の加工が得意
ラジアスエンドミル
(Radius End Mill)
形状: 刃先が円弧状(角にRあり)
用途: フィレット(面取り)加工や少し角の取れた仕上げ加工
特徴: 工具の寿命が長い
フラットエンドミル
(Flat End Mill)
形状: 刃先が平坦(平ら)
用途: 平面加工、溝加工
特徴: 鋭い角の加工が可能
根元Rについての注意点
根元Rについても注意が必要です。
特に、2つの平面が交差する部分では、工具の形状や進入方向によって加工可否が変わるため、設計段階での配慮が重要になります。
大きなR/小さなR/Rなし
隅角Rの大きさは、刃物の半径との相対関係で判断します。
ここでは、代表的な3つのケースについて整理します。
刃物径以上のR
比較的加工しやすい
ボールエンドミルを使用
刃物径より小さいR
条件により制限あり
ラジアスエンドミルを使用
Rなし(エッジ)
工具選定が重要
フラットエンドミルを使用
※小さなRは、径の太いラジアスエンドミルを使用すると可能ですが、刃物が入らない細い溝の場合は加工不可です。
様々な隅角R
ここからは、隅角Rと根元Rの組み合わせによる代表的な形状例を紹介します。
基本的なケースから、条件付きで対応可能な例までを整理しています。
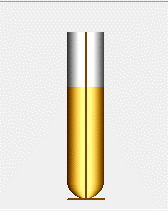
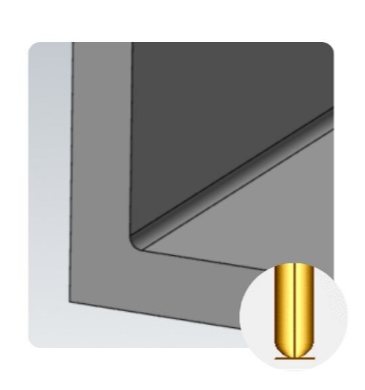
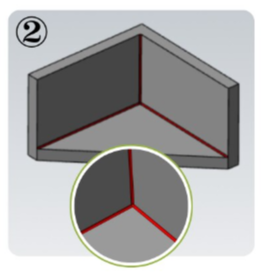
根元もZ方向も大きなR
ボールエンドミルで加工可能です
根元もZ方向も小さなR
加工不可能。
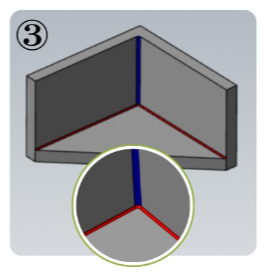
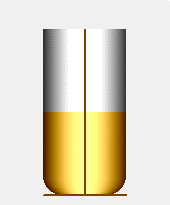
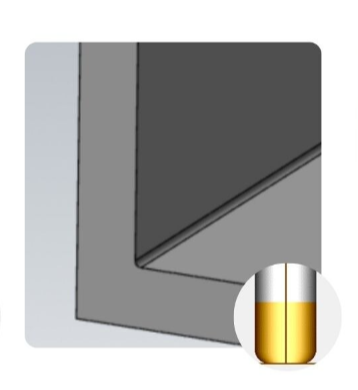
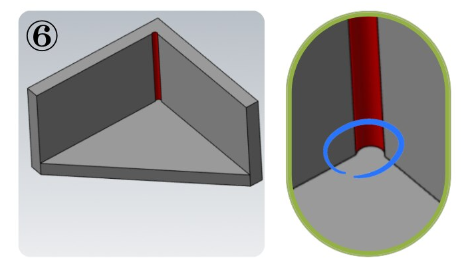
根元は小さなR
Z方向は大きなR
根元Rはラジアスエンドミル。Z方向はボールエンドミルで加工可能です。
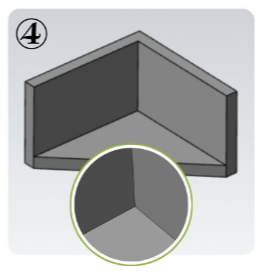
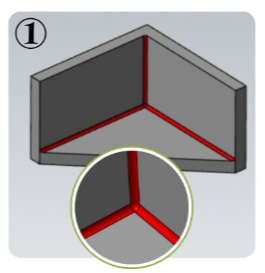
全方向エッジ
このままでは加工できません。材質と高さにもよりますが、手加工にて隅付きは可能です。
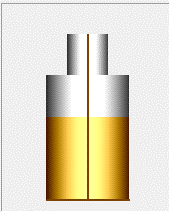
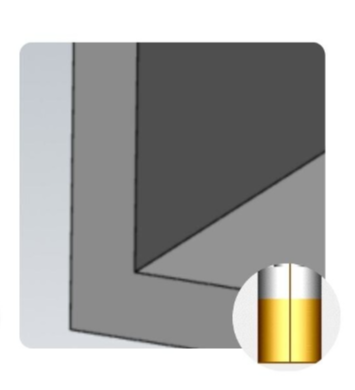
下の方は大きなR
上から可能な長さと根元は小さなR
ラジアスエンドミルで根元Rと大きな径の隅角Rを加工し、上からフラットエンドミルで可能な深さまで隅角Rを小さく加工。
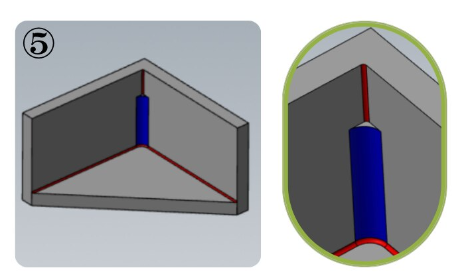
逃がし加工
隅角部のRがなくなるように肉側に食い込むように加工する方法です。 勘合物がぴったりのサイズであるなど、どうしても隅角Rを除去したいときに使う手法です。なお根元はRがなくエッジなのでフラットエンドミルで加工可能です。
R指示とコストの関係
ご相談いただく案件の中には、すべての隅角Rを最小に指定した3Dデータをお持ちいただくケースがあります。
意匠上の理由でRを小さくしたい箇所がある一方で、機能上はRの大きさが問われない箇所も含まれていることがあります。
そういった場合、箇所ごとにRの要否を確認しながら整理すると、細い刃物の使用範囲が減り、加工時間の短縮につながることがあります。結果としてコストを抑えられるケースもあります。
\詳細なRが決まっていなくても、相談しながら進めていけます/
★資料ダウンロードページのご案内★
この記事の内容に加えて、試作時に知っておきたい3つの基礎知識を紹介している資料です。試作のヒントにお役立てください。

樹脂製品試作の豆知識をまとめました
樹脂製品試作の豆知識集
樹脂製品の試作に役立つ、切削加工や組立の基礎知識を4つ抽出。
・インサートの種類
・隅角Rと根元R
・溶着と接着
・反り対策
ポイントをわかりやすくまとめました。
まとめ
切削加工では、隅角Rや根元Rは切り離せない重要な要素です。
判断に迷った場合は、加工業者と相談しながら決定することが重要です。これらの考え方を押さえておくことで、より効率的な設計が可能になります。
試作品の加工のご相談は、ぜひエムトピアまでお問合せください。
メールマガジンのご案内
試作に関する基礎知識や事例を定期的にお届けしています。
ご興味のある方は、メールマガジンへのご登録をどうぞ。



